
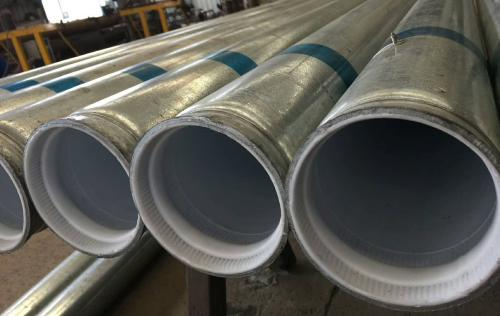





友发衬塑复合管的螺纹加工以“护塑+合规+防漏”为核心,遵循GB/T 7306(55°圆锥管螺纹)与GB/T 28897,采用专用工具分序切削,重点保护内衬层,确保螺纹精度与密封可靠。以下是完整流程与要点:

一、前期准备与切割(护塑关键)
1. 切割工具:用电动带锯、专用管剪或厂家配套切割机,严禁高速砂轮机、气焊(高温会熔蚀内衬层),切割面与管轴垂直,端面平整无毛刺。
2. 端面修整:切割后用刮削器/铰刀斜切内衬层(斜切量为塑层厚度1/2),去除毛刺与锐角,避免内衬层挤压破损;用清水冲洗管内碎屑。
3. 工具匹配:按管径选对应板牙(适配DN15–DN100),板牙需为衬塑管专用,避免挤压内衬层。
二、螺纹加工核心工艺(精度保障)
| 步骤 | 操作要点 | 控制标准 | 禁忌事项 |
|---|---|---|---|
| 装夹定位 | 管端伸出长度匹配螺纹长度,用 V 型架支撑长管 | 夹紧力适中,不压瘪衬塑层 | 禁止强力夹紧、管轴歪斜 |
| 切削分序 | 分 2–3 次切削(DN15–32mm 2 次,DN40+ 3 次) | 螺纹无断丝、缺丝(≤总长度 10%) | 一次切削易崩牙、伤内衬 |
| 冷却润滑 | 用水溶性切削液 / 乳化液,严禁机油 | 切削温度≤60℃,无油污残留 | 机油污染内衬,影响水质 |
| 螺纹参数 | 按 GB/T 7306 加工,锥度 1:16 | 牙型清晰、光滑,用标准牙规全检 |
三、检验与清理(质量闭环)
1. 螺纹检验:用环规/塞规检测螺纹长度、锥度与牙型,确保与管件匹配;螺纹有效长度需满足连接后留2–3圈螺尾。
2. 残留清理:用清水冲洗螺纹与管内,擦净切削液与铁屑,避免残留污染内衬或堵塞管路。
3. 内衬修复:若内衬层边缘有微小破损,用同材质专用修补胶补塑,干燥后再连接。